

| 新聞資訊 | 發布日期:2020-11-21 發布者:免费午夜福利视频(yě)精工 |
流延膜使用的是“多層共擠流延法法(fǎ)”,吹膜(mó)使用的是“多層共擠吹塑法”,這兩種生產工藝是薄膜生產領域裏最(zuì)常(cháng)見的兩種工藝。
1、多層共(gòng)擠(jǐ)吹塑法:
這種(zhǒng)生產工藝方法主要分為(wéi)上吹風冷和下吹(chuī)水冷兩種形式(shì)。上吹風冷,主(zhǔ)要是由多台擠出機,多層(céng)疊加(jiā)模頭,多(duō)風口風環(huán),IBC內冷係統,人(rén)字(zì)夾板,旋轉牽引係統(tǒng),下牽引係統以及(jí)收卷係(xì)統這幾個主要部分組成。下吹水冷,基本組件與上吹式相同,所不同的是在冷卻方式,下吹以循環泠卻水作為冷卻(què)的主要形式,各部件的設計位置與上吹有所不同,這種生產工(gōng)藝在我國的PE和PP膜生產中比較常見。在多層共擠高(gāo)阻隔性薄膜的生產中,仍舊以(yǐ)上吹風冷式機組為主。不管用哪二種形式(shì)的機組(zǔ),在外觀形(xíng)態(tài)上,都是以筒狀膜為主要表現特征,在真空袋製袋方麵,由於減少了二個熱封邊,在對包(bāo)裝內(nèi)容物(wù)的保護上比流延膜有著非常大的優勢。在拉伸強度方麵比流延膜好。

2、多層共擠流(liú)延法:
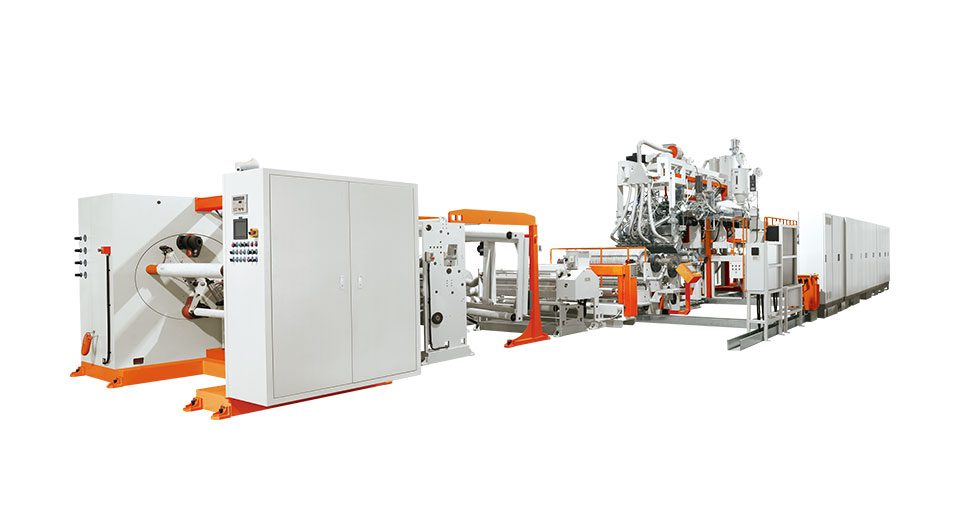
這種生產工藝主要是由多台擠出機,多流道分(fèn)配器(俗稱“集料器”),T型模頭,流延係(xì)統,水平牽引係(xì)統,振蕩(dàng)器,收卷係(xì)統組成(chéng)。這種生產工藝(yì)主要的特點在(zài)於,生產出來的薄膜製品表麵光澤度好(hǎo),平整度高,厚度公差小,力學延伸性能好,柔韌性好,透明度比吹塑法高(gāo)。
這兩種生產工(gōng)藝在我國是(shì)最為常見的,由於吹塑工藝在產品平(píng)整度以及透明度方麵(miàn)不能與(yǔ)流(liú)延膜相比,但是其(qí)生產的高效率,設備投入低,低材料損耗量是流(liú)延工(gōng)藝無法比擬的。因此,在國外企業對吹塑工藝不足之處(chù)的改進上,進行了深入的研究與開發,主要體現在這四個方麵。
(2)對擠出機放置(zhì)的位置與角度上(shàng);
(3)泠卻係統的改進(jìn)(以風環與內冷技術為主)
(4)材料配方(fāng)與結(jié)構設計
通過實踐證明,在薄膜的透明度,平整度,各層材(cái)料的厚薄均(jun1)勻度上都達到或接近流延法的水平。如果國內企業在高阻隔(gé)薄膜設備投入方麵,2010年以後基本以吹膜為主。
生產工(gōng)藝比(bǐ)較:
1、流延法比吹塑法更加適合應用於多層共擠的薄膜生產加工,尤其當使用多種(zhǒng)不同材質的材料進行共擠時(shí),流延法的生產工藝參數更(gèng)易於控製,加工設備的關鍵部分――模頭的(de)設計更能有(yǒu)效保證產品中各種材料(liào)分布的均勻性。而吹(chuī)塑法的多層共(gòng)擠模頭(tóu)技術難(nán)度(dù)更大,結構更為複雜(zá)且技術尚不夠成熟。
2、流延法的加工設備中,模頭至冷輥(成型至定型)的距離一(yī)般為10~20mm,熔(róng)膜簾很短且在真空吸氣罩、氣刀及定邊裝置的幫助下很快定型,產品質(zhì)量好且穩定。而吹塑法由於熔膜有一個吹脹過程,並依靠空氣或水(shuǐ)來冷卻定型。產品的定型時間過長且定型前的變化很大(一般吹脹4~7倍)。容易在熔膜階段受到外界(jiè)和自身因素的影響,產品質(zhì)量控(kòng)製的難度非常大且(qiě)穩定性差。
3、在原料的選擇上吹塑法和流延法也有較大差異,多層共擠(jǐ)時吹塑法要求盡量選用流動性接近的材料來相互搭配,當材料流動性相差較大時,缺乏相應措施進行調整,因而當選定了其中一種材料時,與其共擠的其他材料沒有多大的選擇餘地,這在很在程度上製約了多層共擠(jǐ)加工工藝優(yōu)勢在產品質量上的體現,而流延法(fǎ)的加工設備通過對分流道的(de)調節可以(yǐ)很輕鬆解決吹塑法中幾乎無法解決的問題。

產品特點比較(jiào):
1、吹塑法因有一個吹脹過程而導致產品的縱、橫向(xiàng)的(de)分子受到不同程度的(de)拉伸。產品的耐溫度性能和熱封性能都會受到較大影響,當產品需要蒸煮消毒(如121℃蒸氣)時,成型中被拉伸的分子鏈受熱後會有明顯的回縮現象,導致產品嚴重變(biàn)形,並(bìng)且會大(dà)大降(jiàng)低熱封連接(jiē)處的強度而導致漏袋現象。
2、流延法生產(chǎn)薄膜(又稱未拉伸(shēn)薄膜)時,分子排列有序,產(chǎn)品冷卻(què)速度快,有利於提高產品的透明度、光澤度及厚薄均勻性,且產品質地較軟、較韌;抗衝擊性能、耐熱及低溫(wēn)適應性均好於吹塑法。
3、流延法的生產(chǎn)效率極高(gāo),產品(pǐn)質量穩定性好。生產過程(chéng)中的廢料少,且較易實現在線回收邊、廢料(liào),材料的利用率高。
4、流延法采用平模頭,模頭內設有特殊滯留槽,能保證材料流動時的均勻一(yī)致,並且(qiě)通過模頭的自動調節裝置可自動控製模唇間隙的(de)均勻性,控製精度非常高,較厚(hòu)的薄膜可控(kòng)製在±3%以下。而吹塑法采用的環形模頭及多層疊加的模芯(xīn),對加工精度和裝配精度要求非常高且特別(bié)難以控製,如果加工(gōng)及配合精度有微小的誤差,無法通過調節來彌補,因此產品的厚薄公差基本在(zài)±10%左右,對於200μm厚的(de)薄膜而言也就意味著(zhe)最薄處為180μm而最厚處可能為220μm,在焊封製(zhì)袋時(shí),模具的間隙和熱封溫度無論如何調整都難以保證最厚處和最薄處都能達到必須的封(fēng)合(hé)強度。漏(lòu)袋現象在所難(nán)免(miǎn),成品率自然很低。
5、對於(yú)熔體強度較低的材料,需采用下吹法、水(shuǐ)冷定型(xíng)。水份(fèn)烘幹(gàn)不徹底或電暈(yūn)層選料不當都會導致(zhì)電暈處理效果差或電暈衰減嚴重。影響印刷(shuā)的油墨粘接牢度而導致脫色。流延法采用鋼製鑄片輥(內通冷卻水)對(duì)薄膜冷卻定型,水分不與薄膜直接接觸。
6、對於需蒸煮(121℃蒸氣殺菌)的薄膜,無論流延法還是(shì)吹塑法都必須選用耐蒸煮級的原材料。非蒸煮級的材(cái)料蒸煮(zhǔ)後會導致薄膜變硬(yìng)。
南京免费午夜福利视频精(jīng)工機械有限公(gōng)司有專業的流延膜生產線,公司主營的流延膜製造生(shēng)產線有:TPU熱熔膠膜(mó)生產線,CPP/CPE流延膜生產線,EVA太陽能封裝膠膜生產線,PE衛生透氣膜(mó)生產(chǎn)線,PVDF流延膜生產線,PP三維立體薄膜生產線,醫用血液淨化薄(báo)膜生產線,多層共擠阻隔膜生產線,LLDPE纏(chán)繞膜生產線等(děng)。
公司地址:江蘇省南京(jīng)市江寧區秣陵街道開(kāi)拓路11號
聯係方式:025 5183 9686/133 9078 0291
